
i. Scheduling.
(1) Another important phase of production control is the scheduling of work to be performed.
Scheduling establishes priorities, time of release to the line, and the sequence to be followed. A
master schedule, designed to provide a convenient means of keeping a running total of
production requirements, is used for scheduling purposes. A maintenance schedule is prepared
for a particular operation indicating the name and number of products to be processed during a
specified period. The manner in which this phase of production control is carried out must be
adaptable to different types of installations and commands. Schedules should be established at
GS level for 1 month and 6 months. The decision is influenced by workload, availability of
equipment and personnel, and relative cost.
(2) A widely used method of production scheduling is the control chart. It varies considerably as to
type and scope of information. It may be in the form of a graph or mechanical device. The basic
function of a control chart, regardless of its form, is to provide a quick, comprehensive, visual
record of accomplishment against an established plan. Properly used, the control chart readily
points out the need for investigation and correction of deficient accomplishment.
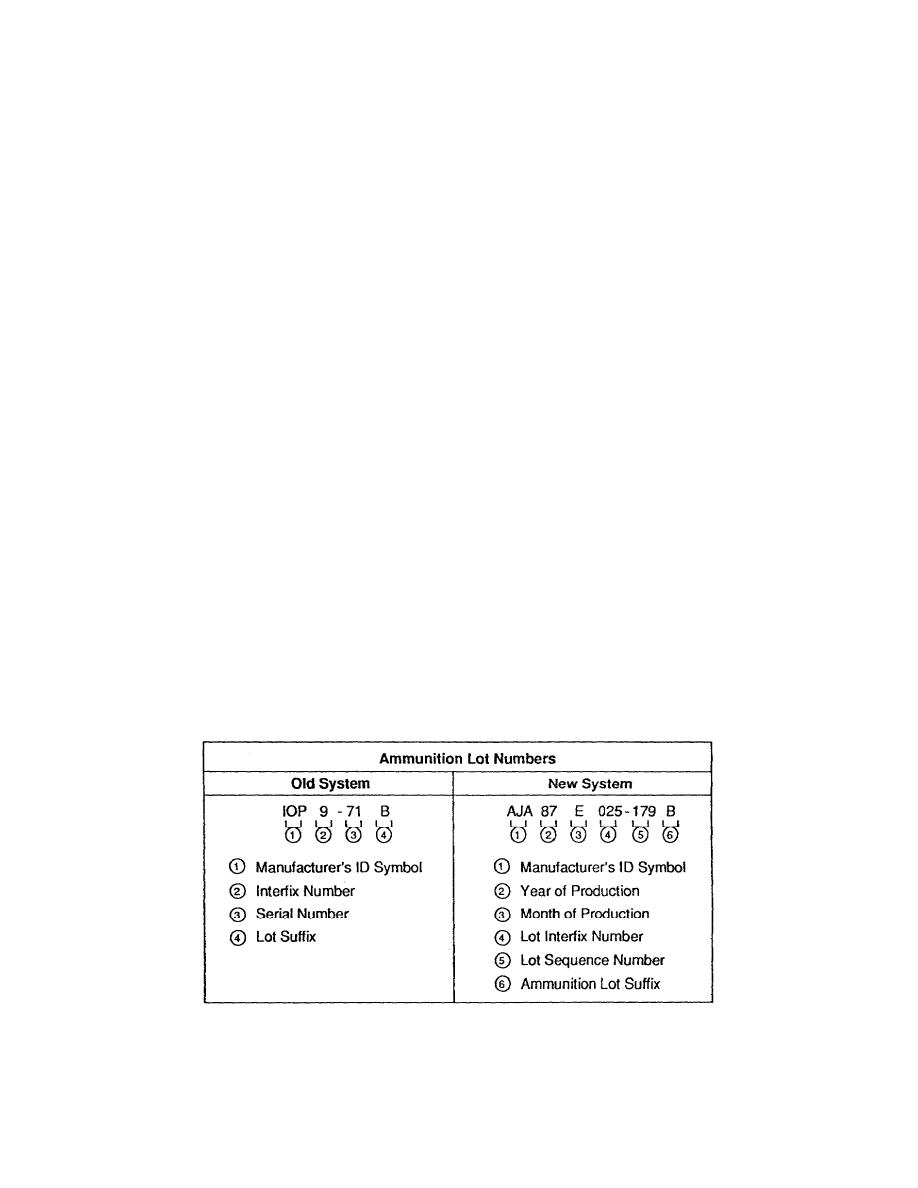
j. Description and use of lot numbers. See Figure 10.
(1) The purpose of lot numbering of ammunition is to provide the identification of materiel
necessary to assure accurate control of item movements; to conserve and maintain surveillance
records; and to provide a means of withdrawing from service any defective, deteriorated,
hazardous, or obsolete ammunition and explosive materiel.
(2) The old lot numbering system, which consisted of a manufacturer's identification symbol and a
task and serial number, will be in the field until all items marked with this system are exhausted
or destroyed.
(a) The manufacturer's identification symbol consisted of one, two, or three letters assigned in a
manner indicating the identity of the arsenal, plant, depot, or station.
Figure 10. Ammunition lot numbering systems
19
MM0160


 Previous Page
Previous Page
